





SV-BO刀具是一款单次工序中完成平面或曲面上孔口正反面毛刺倒角刀具
其简单的设计原理使得无需翻转工件或主轴停转即可完成正反孔口的毛刺去除工作。
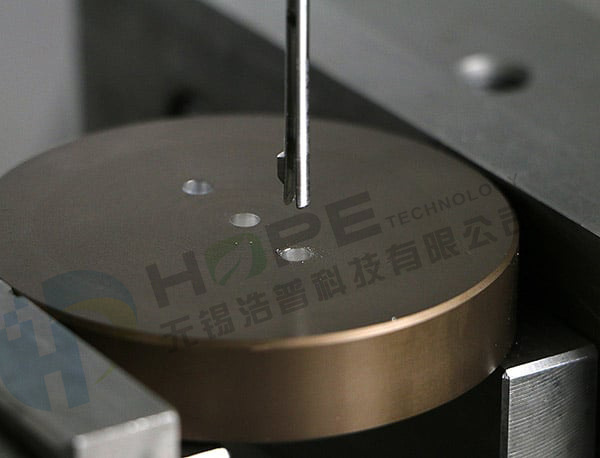
其主要用在大批量零件生产中的CNC机床上。当然也可用于手工和台钻摇臂钻的去毛刺使用。
SV-BO标准刀具的范围是D0.8mm至10 mm.对于大于10mm的孔去毛刺,我们推荐使用SV-BW去毛刺倒角刀具。也可非标定制大规格SV-BO系列刀具。
刀具特点
刀具依靠材料的塑性变形完成过孔
上下刃口中间的圆滑过渡,保证了刀具过孔不会刮伤孔壁。
M42高速钢热处理硬度63HRC,有效保证了刀具刃口的耐磨性及整体的韧性。
刀具描述
SV-BO正反去毛刺倒角刀分为3类,不等柄单刃-主要针对0.8mm至2.8mm的小孔,等柄单刃-主要针对2.8mm至5.56mm的孔,等柄双刃-主要针对5.56mm至10.31mm的孔。
1 产品分类例如(2.8-3.18),代表孔加工的范围,在这个范围内的孔都可以加工。
2 购买前需告知
1.孔的直径和孔的深度;
2.加工什么的材质的工件;
3.平面孔还是交叉孔,去毛刺还是倒角;
4.在什么机床上加工。
如产品工件太复杂,请提供工件图纸给我们,我们可以给您选择合适的方案!
倒角加工示意图
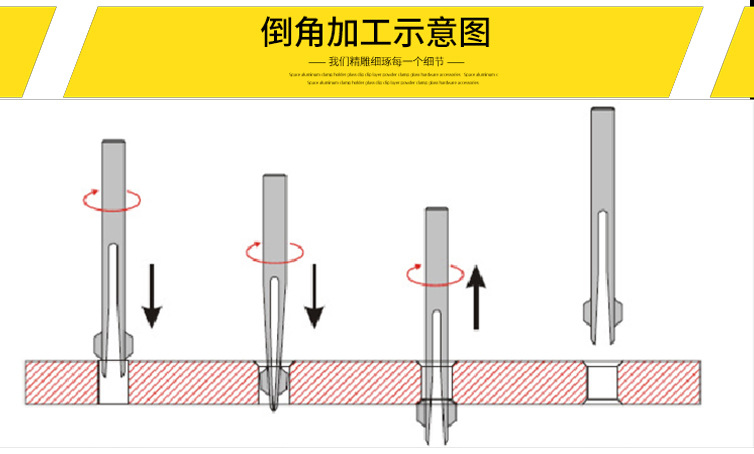 入刀 过孔 出孔 出刀
入刀 过孔 出孔 出刀
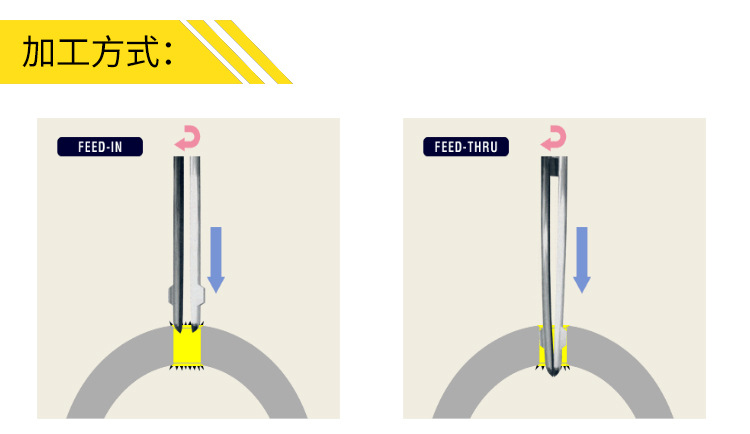
Step1: 进刀,通过前刃倒角 Step2:倒角后弹性过孔,清 除孔壁 毛刺
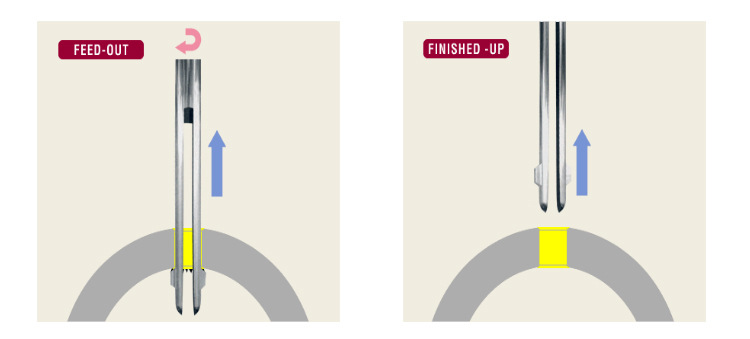
Step3:刀片切削部分全部过 孔后, Step4:出刀完成
退刀,后刃倒角
去毛刺刀加工动图示意图
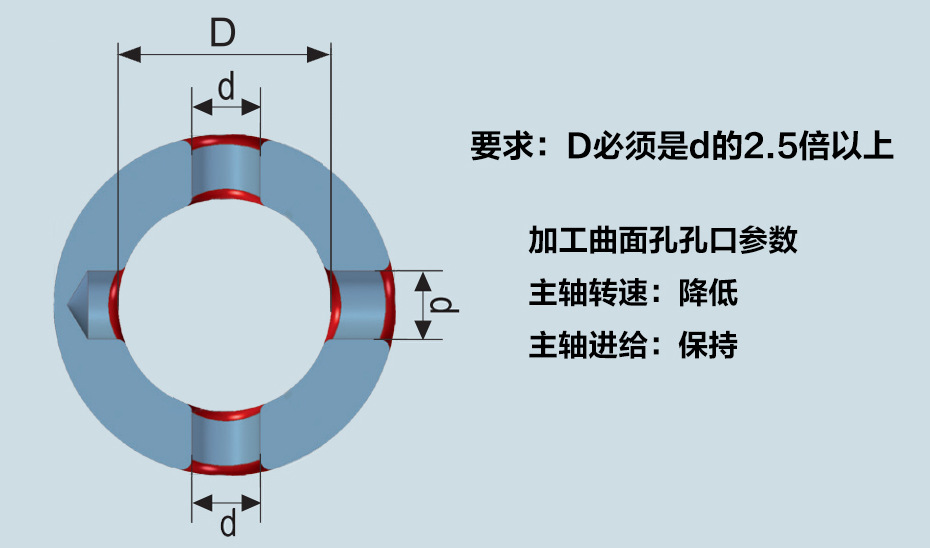
注意!曲面交叉孔需满足以下要求才可加工!!!
关于毛刺倒角刀的加工参数:
|
孔径(mm) |
转速 (RPM) |
进刀速度(mm/lap) |
|
≤2~5 |
1500~1750 |
0.025~0.1 |
|
6~9 |
800~1000 |
0.025~0.15 |
|
≥10 |
600~650 |
0.05~0.2 |
关于去毛刺倒角刀的寿命:
加工铝件的寿命:1.5万个孔左右
加工铸铁件 :5000-8000个孔左右
加工钢件 :3000-5000个孔左右
加工不锈钢和铜件 :2000左右个孔左右
注意:以上寿命仅供参考!!!
寿命由多个方面决定的:
1, 工件的材质
2,被加工孔孔口弧度大小
3,前道工序加工出来的孔的质量
4,加工环境(机床主轴跳动是否厉害,冷却是否到位,自动进给还是手动进给)
以上都有关系!

常见问题
对于交叉孔,相交叉的两个孔径大小有2.5倍以上差距,使用效果比较好,低于2.5倍径的话可能会有倒角不完整,毛刺去除不干净的情况。椭圆孔、破口孔不能使用。
1、材料加工硬度建议在HRC35度以下。
2、旋转进出孔口,只需正转,无需正反转或停顿。
3、本品倾向于去毛刺加工,因为弹性切削,倒角角度只能通过进给参数来控制。






